
Método Taguchi
flexM4I > abordagens e práticas > business intelligence (BI) and analytics > Método Taguchi (versão 2.5)
Autoria: Henrique Rozenfeld (roz@usp.br), revisado por Márcia Elisa Echeveste (echeveste.mar@gmail.com).
Esta seção é introdutória voltada para os níveis de detalhamento básico e executivo. Para a aplicação deste método você deve procurar fontes mais detalhadas.
Descrição resumida
O método Taguchi é uma simplificação do Design of Experiments (DOE) que busca otimizar a qualidade de produtos ou processos por meio estratégias de planejamento de experimentos, que ajudam a identificar as configurações ideais das variáveis independentes (características / especificações de um produto ou fatores de um processo) para minimizar a variabilidade, diminuir defeitos e maximizar o desempenho. O foco está em obter produtos ou processos que sejam menos sensíveis às variações naturais e a ruídos do ambiente.
Ou seja, projetar (designing) um produto ou processo que tenha um bom desempenho em diferentes condições de uso e que minimize os efeitos de fatores externos (ruídos).
Por exemplo, o método Taguchi pode ser aplicado nos experimentos (testes) durante o desenvolvimento de uma impressora, que deve ser “robusta” perante variações de voltagem, tipos de papel, humidade e temperatura.
| Projeto Robusto significa projetar um produto com características menos sensíveis a fatores ruído. Isso consequentemente melhora a qualidade do produto e pode implicar em melhor confiabilidade (baixa taxa de falhas). |
O método Taguchi foi desenvolvido por Genichi Taguchi, um engenheiro japonês, que é conhecido por suas contribuições na Engenharia da Qualidade e atuação na otimização de produtos e processos em ambientes industriais.
A aplicação deste método resulta em produtos ou processos menos sensíveis a fatores ruído. Esses fatores afetam o produto mas não podem ser controlados diretamente, como, por exemplo, efeitos da umidade de um ambiente, desgaste de ferramentas etc.
Um projeto robusto é resultado de um experimento que encontra a melhor combinação de características ou configuração do produto que seja menos afetada pelos fatores ruído, isto é mais robusta. O método Taguchi é um procedimento para planejar experimentos para encontrar esta combinação.
|
CURIOSIDADE Em seu livro de 1993, Genichi Taguchi escreveu no início do prefácio |
Quando você deveria utilizar este método?
Durante as fases de testes de produtos, processos ou serviços em um processo de desenvolvimento, quando os principais parâmetros das especificações estiverem definidos (para permitir uma experimentação do seu comportamento perante as condições de aplicação do produto ou processo).
Por que você deveria utilizar este método?
- para otimizar produtos, processos de manufatura, serviços de diversos (veja o tópico caso e exemplos);
- otimizar significa reduzir variações e defeitos, para manter a robustez do produto, processo ou serviço;
- robustez significa manter a qualidade (atender às especificações estabelecidas) e confiabilidade (baixa taxa de falhas) diante de diferentes condições de uso / aplicações (ruídos).
Elementos do método
Os elementos a seguir são considerados os principais conceitos do método Taguchi.
Diagrama de Parâmetros (Diagrama P)
Parâmetros são atributos que representam o comportamento de uma função. Um diagrama de parâmetro (P) é uma representação gráfica do ambiente no qual um item existe com a identificação dos parâmetros que influenciam o comportamento deste item. Um item pode ser um sistema, subsistema e componente de produtos ou processos .
Um diagrama P inclui fatores que influenciam a função de transferência entre entradas e saídas, utilizado em decisões de design necessárias para otimizar a saída. Um diagrama P é usado para caracterizar o comportamento de um sistema ou componente no contexto de uma única função. Diagramas P não são requeridos para todas as funções. Equipes devem focar em algumas funções chave afetadas por novas condições e aquelas com histórico de questões de robustez em aplicações anteriores.
Um diagrama é utilizado no método Taguchi para estruturar e categorizar as variáveis envolvidas em um processo ou sistema (próxima figura). Essas variáveis são classificadas em diferentes categorias, como:
- “ruído” (influências não controladas),
- “sinal de entrada” (variáveis independentes),
- “resposta de saída” (variáveis dependentes) e
- “fatores de controle” (parâmetros do projeto).
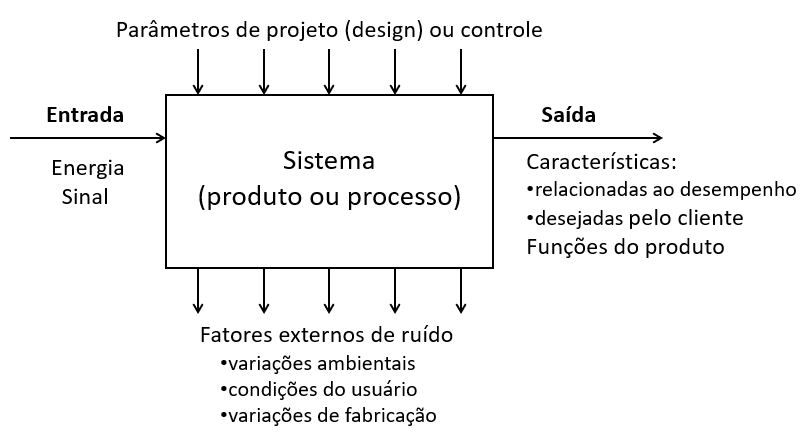
Figura 941: diagrama de parâmetros (P)
|
Diagramas P também são utilizados em outras aplicações, como no FMEA de design (DFMEA) para ilustrar a(s) função(ões) do sistema ou componente que são de preocupação para a Equipe de FMEA. Leia mais no tópico “Análise da função” das etapas do FMEA. |
Relação sinal-ruído
A Relação Sinal-Ruído é uma métrica fundamental no método Taguchi e é usada para avaliar a qualidade de um produto ou processo. Essa relação ajuda a prever a qualidade resultante em condições reais de aplicação, com base em testes laboratoriais ou experimentos sistemáticos em um ambiente controlado. A avaliação da relação sinal-ruído fornece insights sobre a variabilidade e a robustez do sistema, permitindo a otimização das variáveis independentes para atingir a melhor qualidade possível.
Função alvo
A Função Alvo é uma função matemática que considera os desvios do valor alvo (target-value) na medida em que a característica crítica da qualidade se afasta do valor alvo. Ela busca identificar a melhor configuração de parâmetros de projeto para otimizar o desempenho de um sistema ou produto. Essa função é derivada de análises, visando definir um esboço ideal ou final da associação sinal-resposta. A busca pela função alvo ajuda a desenvolver um sistema de alto nível e livre de falhas, maximizando a qualidade e a eficiência.
Função de perda da qualidade
“Taguchi define qualidade como a perda transmitida pelo produto à sociedade a partir do momento em que o produto é enviado. O objetivo da função de perda de qualidade é a avaliação quantitativa da perda causada pela variação funcional de um produto” (Taguchi et al., 2005).
“Taguchi descobriu que a representação quadrática da função de perda de qualidade é uma forma eficiente e eficaz de avaliar a perda (Taguchi et al., 2005).
A função de perda quadrática busca identificar quantitativamente a perda sofrida pelo consumidor ou usuário devido a um desvio em relação ao desempenho pretendido (valor alvo). A função de perda quadrática é empregada para quantificar os impactos negativos da variabilidade ou dos ruídos na qualidade do produto ou processo. Essa medida auxilia na priorização de ações de melhoria e na tomada de decisões para minimizar as perdas percebidas pelos clientes.
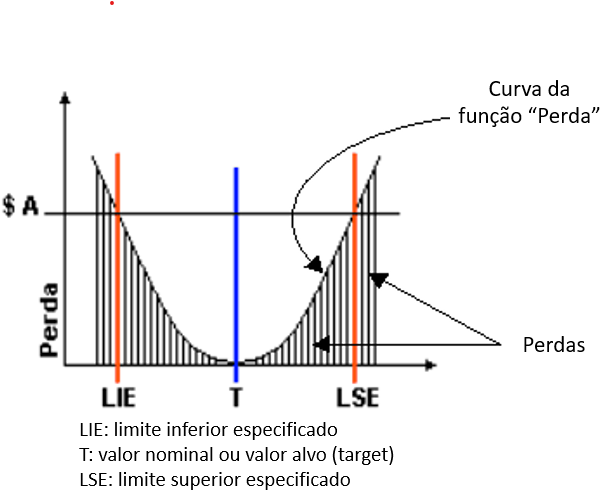
Figura 942: ilustração da função perda de qualidade (quadrática) do método Taguchi
Fonte: https://www.datalyzer.com.br/site/suporte/administrador/info/arquivos/info22/22.html
Acesse a fonte para ler mais sobre essa função
|
Leia no glossário a definição de qualidade por Taguchi, que é associada com a função de perda da qualidade. Aproveite para comparar no glossário, essa definição de qualidade, com as demais definições de qualidade. |
Matriz ortogonal
Os níveis das variáveis (fatores) são ajustados e combinados para se montar um experimento a partir de uma matriz ortogonal (também conhecida como vetores ortogonais ou arranjo ortogonal). Sua aplicação pressupõe cada combinação de variáveis como vetores independentes.
Nessa matriz, os fatores são combinados de maneira sistemática e independente, permitindo que os experimentadores analisem os efeitos individuais de cada fator e suas interações de forma eficiente. Isso ajuda a identificar o efeito isolado de cada fator sobre a variável resposta.
A matriz permite analisar múltiplos fatores com uma quantidade mínima de testes e experimentos. Isso economiza tempo e recursos, ao mesmo tempo em que oferece insights confiáveis sobre os parâmetros de projeto mais influentes. Assim, consegue-se identificar as combinações mais significativas de níveis de fatores, permitindo uma abordagem estratégica para otimização e melhoria.
A próxima figura é um exemplo de uma matriz ortogonal L8 (2**7). L8 representa a quantidade de rodadas de experimentos; 2**7 significa que são 7 fatores (A, B …G) com 2 níveis cada (1 e 2).
| (2**7) significa 2 elevado a 7a potência. |
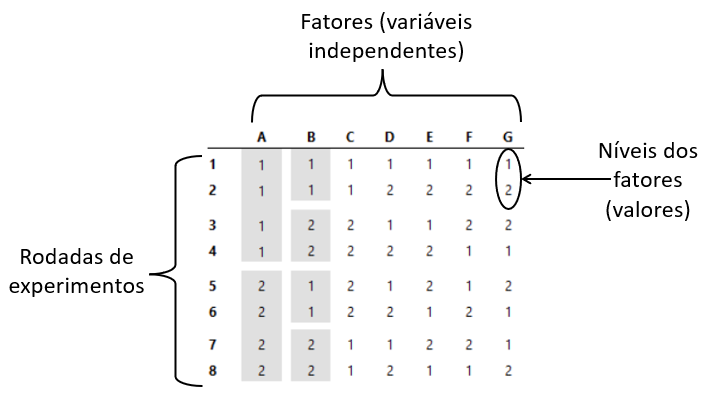
Figura 943: matriz ortogonal para definição dos parâmetros dos experimentos do método Taguchi
Fonte: Fernandes, Fernando Ferrari – Como é um experimento de Taguchi (link na referência)
Acesse a fonte para ler mais sobre este exemplo
Ao invés de realizar 128 experimentos, ao testar todas as possíveis variações nos níveis 1 e 2 dos fatores para os 7 fatores, essa matriz determina 8 experimentos.
| Essa matriz permite testar múltiplos fatores e seus níveis em um número relativamente pequeno de experimentos. |
Etapas principais
Planejamento
O planejamento define como realizar os ensaios e combinar a ordem de testes; a combinação do que será testado para estimar o efeito dos fatores, que representa o quanto cada fator contribui para a variabilidade (mudanças) nas variáveis respostas.
| As variáveis resposta em geral são métricas que demonstram a qualidade e desempenho do produto e os fatores são as características críticas da qualidade |
O planejamento envolve a identificação da função principal e dos fatores que afetam a qualidade do produto ou processo, como materiais, parâmetros, configurações ou condições ambientais.
O planejamento utiliza os elementos listados no tópico anterior.
Condução dos experimentos
São os procedimentos para testar diferentes combinações dos fatores em seus níveis usando a matriz ortogonal.
Análise dos experimentos
A análise permite estimar a contribuição de cada fator na variável resposta. Envolve o uso de modelos estatísticos, como os modelos de regressão e de análise da variância, para avaliar os resultados e determinar os níveis ótimos dos fatores de controle (variáveis independentes) que minimizam os efeitos de fatores incontroláveis (ruídos), resultando em menores variações e efeitos indesejáveis.
| Enfatizamos, que esta seção é introdutória e por isso a descrição das etapas é bem superficial e resumida. Procure referências mais completas, como a de Soares (2021). |
Premissas, dicas e cuidados
- Antes de aplicar o método, é importante considerar qual característica de qualidade ou resultado você deseja otimizar, quais fatores o influenciam e como você pode medi-los;
- Definição também como projetar e conduzir experimentos para testar diferentes níveis dos fatores e como analisar e interpretar os resultados para encontrar os níveis ótimos;
- Avalie se este método deve ser aplicado ou se deve ser substituído pelo design of experiments (DOE) – veja o próximo tópico “Vantagens, limitações e polêmicas” desta página.
Limitações e polêmicas
Neste tópico apresentamos as principais limitações do método Taguchi e algumas polêmicas relacionadas com a aplicação deste método. No final, mostramos como este método pode ser utilizado como preparação para a aplicação do DOE.
Limitações
Os métodos Taguchi surgiram numa época em que não existiam tantos recursos computacionais como hoje em dia. Então, os princípios do Design of experiments (DOE) foram simplificados para serem empregados. Toda simplificação traz prejuízos à técnica.
Algumas das limitações associadas ao método Taguchi incluem:
- Simplicidade Excessiva: Enquanto a simplicidade do método Taguchi pode ser uma vantagem em muitos casos, também pode ser vista como uma limitação em cenários complexos. Algumas críticas argumentam que o método pode não capturar todas as nuances e interações relevantes em sistemas mais intrincados.
- Foco na Robustez: O método Taguchi enfatiza a busca por configurações de parâmetros que sejam menos sensíveis a variações e ruídos. No entanto, em algumas situações, a busca pela robustez pode resultar em sacrifícios de desempenho ou outros objetivos. Não considera trade-offs ou limitações que existem em casos reais, tais como, custo, viabilidade de obtenção (feasibility) e preferências dos clientes. Não determina a causa raiz ou fontes primárias de variações ou defeitos, que necessitariam de uma pesquisa adicional, no caso de processos.
- Relação Sinal-Ruído: A métrica de relação sinal-ruído (SNR) usada no método Taguchi pode ser questionada em alguns contextos. Ela pode não ser apropriada para todos os tipos de problemas e não levar em conta completamente as metas específicas da aplicação. Isso ocorre principalmente nos casos de efeitos não lineares e dinâmicos.
- Abordagem Estatística: Algumas críticas argumentam que o método Taguchi não explora totalmente a riqueza de técnicas estatísticas disponíveis para análise de experimentos, como os experimentos de superfície de resposta do design of experiments. Isso pode limitar sua capacidade de lidar com variações complexas e interações, pois não consegue tratar / considerar as interações entre os parâmetros.
- Falta de Flexibilidade: A rigidez das matrizes de planejamento do método Taguchi pode limitar sua aplicabilidade a problemas que não se encaixam bem em seu formato. As matrizes ortogonais não testam todas as combinações de variáveis, esse método não deve ser usado com todos os relacionamentos entre todas as variáveis
- Ausência de Validação Estatística: Algumas críticas apontam que o método Taguchi pode não oferecer uma validação estatística sólida dos resultados obtidos.
- Resultados relativos: Resultados obtidos no final da aplicação do método são apenas relativos e não indicam exatamente qual parâmetro tem maior efeito no valor da característica de desempenho.
- Método off-line: Inadequado para um processo de mudança dinâmica, como um estudo de simulação.
Polêmicas
Eduardo Moura da Qualiplus em um post, no qual compara o DOE com o Taguchi, afirma que “a Engenharia Robusta (método Taguchi) é muito superior do que o design of experiments (DOE), no que diz respeito à obtenção de resultados em tempo hábil, de maneira econômica”. Afirma que essa seria a “conclusão após um exame (e reflexão) sobre as diferenças apontadas na tabela”, que ele extraiu de um artigo de 1995 (não citado). Ele diz ainda: “Tenho comprovado tal superioridade em inúmeros casos reais de aplicação”. A tabela está no final do post citado.
|
Não concordamos com essa análise. |
Preferência de alguns profissionais de estatística
Alguns profissionais de estatística preferem o uso do design of experiments (DOE ) em vez do método Taguchi. Além das limitações do método Taguchi listadas anteriormente, há características do DOE, que se tornam razões para essa preferência, tais como:
- Modelos Estatísticos Mais Sofisticados: O DOE tradicional tende a usar modelos estatísticos mais complexos e sofisticados para analisar os dados experimentais. Isso pode ser vantajoso em cenários onde as relações entre as variáveis são mais intrincadas e requerem uma análise mais detalhada.
- Flexibilidade em Análise: O DOE oferece uma gama mais ampla de técnicas estatísticas que podem ser aplicadas, permitindo uma análise mais personalizada e adaptada aos detalhes do experimento.
- Software Avançado: Como já mencionado, os pacotes de software atuais tornaram a aplicação de modelos estatísticos mais sofisticados, mais acessível e conveniente. Isso permite que os profissionais de estatística explorem e apliquem métodos mais avançados com facilidade.
- Variação Complexa: Em algumas situações, onde há uma variação mais complexa ou interações de alta ordem entre as variáveis, os métodos do DOE podem ser mais apropriados para capturar e interpretar essas nuances.
No entanto, é importante ressaltar que a escolha entre o método Taguchi e o Design of Experiments (DOE ) depende do contexto específico, dos recursos disponíveis e dos objetivos do estudo. Ambas as abordagens têm suas vantagens e podem ser aplicadas com sucesso em diferentes situações, dependendo das necessidades e das habilidades dos profissionais envolvidos.
Os estatísticos não aceitam as limitações de Taguchi, pois as simplificações podem ocasionar em erros de análise. Os softwares de apoio ao DOE são simples de aplicar e não trazem os riscos da simplificação de Taguchi. Você pode obter resultados mais rapidamente. Porém, não são confiáveis porque as suposições são muito restritas.
| De acordo com o que apresentamos neste tópico, recomendamos que você conheça o método de design of experiments (DOE). |
Nota: O conteúdo deste tópico sobre polêmicas, que não foi diretamente referenciado, foi elaborado com base em debates e contribuições de autores da flexM4i, de profissionais de estatística e da revisora desta seção..
DOE ou método Taguchi?
Antony (2006), no seu artigo que compara DOE com o método Taguchi, ele faz as seguintes recomendações, da perspectiva dos profissionais da prática.
Devemos utilizar o DOE nas seguintes situações:
- Experimentos com interações fortes antecipadas pelo experimentador;
- Determinar a condição ótima do processo;
- Para predizer um valor alvo para a característica de desempenho do processo;
- Desenvolver um modelo matemático conectando a resposta (saída) e um conjunto de parâmetros do processo e suas interações.
Devemos utilizar o método Taguchi nas seguintes situações:
- Entendimento rápido das variáveis mais significativas do processo e suas respostas;
- Identificar os fatores de ruído como uma fonte de variação no processo e obter um produto robusto;
- Reduzir a variabilidade em torno de um valor alvo especificado e quantificar a perda associada a ele.
- Para definir tolerâncias no processo crítico/parâmetros de projeto para alcançar a variabilidade desejada.
A aplicação do método Taguchi pode ser um passo inicial para entender melhor o experimento antes de se aplicar o DOE.
| Mais uma vez destacamos que as ferramentas estatísticas atuais simplificaram a aplicação do DOE, que não estavam disponíveis na época em que Taguchi desenvolveu este método. |
Caso e exemplos
No mês de julho de 2001, a companhia COMPAZ – Componentes da Amazônia, conduziu uma análise de desempenho em sua linha de produção, identificando não conformidades na superfície de peças moldadas com poliestireno de alto impacto. Este caso mostra a aplicação do método Taguchi para definir possíveis soluções para esse problema. Baixe o artigo da referência (Correia & Cardoza, 2011) de acesso livre neste link.
O método pode ser utilizados para (exemplos):
- (em uma empresa química) para reduzir a variação e aumentar o rendimento de um processo de polimerização ajustando os níveis de temperatura, pressão, catalisador e iniciador;
- (em uma empresa automobilística) para melhorar a eficiência de combustível e diminuir as emissões de um motor por meio da alteração da pressão de injeção, do tempo de injeção, da taxa de compressão e da recirculação dos gases de escape;
- (em hospitais) melhorar a satisfação do paciente e reduzir o tempo de espera em um departamento de emergência variando a equipe, a triagem, o layout e a comunicação.
Uma busca no Google Acadêmico (https://scholar.google.com) com os termos “aplicação do método Taguchi” resultou em 13.300 artigos (realizado em agosto de 2023). Uma análise superficial mostrou que a maioria dos resultados das 3 primeiras páginas da busca apresenta casos de aplicação do método.
Referência
Antony, J. (2006). Taguchi or classical design of experiments: A perspective from a practitioner. Sensor Review, 26(3), 227–230. https://doi.org/10.1108/02602280610675519
Correia, E. A. S., & Cardoza, J. A. S. (2011). Planejamento de experimentos no processo produtivo utilizando o método Taguchi. GEPROS. Gestão Da Produção, Operações e Sistemas, 55–66. Disponível em: https://revista.feb.unesp.br/gepros/article/view/868/327 Acesso em: 14 agosto 2023.
Fernandes, Fernando Ferrari – Métodos de Taguchi Disponível em: https://sites.google.com/site/qualidadeeprodutividade/six-sigma/4-improve/2-1-4-3-design-of-experiments-delineamento-de-experimentos/2-1-4-3-3-metodos-de-taguchi Acesso em: 14 agosto 2023
Fernandes, Fernando Ferrari – Como é um experimento de Taguchi. Disponível em: https://sites.google.com/site/qualidadeeprodutividade/six-sigma/4-improve/2-1-4-3-design-of-experiments-delineamento-de-experimentos/2-1-4-3-3-metodos-de-taguchi/2-1-4-3-3-1-como-e-um-experimento-de-taguchi Acesso em: 14 agosto 2023
Fraley, Stephanie; Zalewski, John; Oom, Mike & Terrien, Ben. Design of Experiments via Taguchi Methods – Orthogonal Arrays. Disponível em: https://eng.libretexts.org/Bookshelves/Industrial_and_Systems_Engineering/Chemical_Process_Dynamics_and_Controls_(Woolf)/14%3A_Design_of_Experiments/14.01%3A_Design_of_Experiments_via_Taguchi_Methods_-_Orthogonal_Arrays Acesso em: 14 agosto 2023
Insight da qualide (2022) Mapeamento do Processo, uma abordagem para a Melhoria Contínua Disponível em: https://insightsdaqualidade.blogspot.com/p/mapeamento-do-processo-uma-abordagem.html Acesso em: 14 agosto 2023
LinkedIn (2023) What are the benefits and limitations of using the Taguchi method for quality optimization? Disponível em: https://www.linkedin.com/advice/0/what-benefits-limitations-using-taguchi-method Acesso em: 14 agosto 2023 (criado por inteligência artificial pelo LikedIn)
Soares, Ana Laura (2021). Design of Experiments: Conceitos e Aplicações. Disponível em: https://www.linkedin.com/pulse/design-experiments-conceitos-e-aplica%C3%A7%C3%B5es-ana-laura-soares-/?originalSubdomain=pt Acesso em: 14 agosto 2023
Taguchi, G. (1993). Taguchi on robust technology development. The American Society of Mechanical Engineers. New York.
Taguchi, Genichi; Chowdhury, Subir & Wu. Yuin. (2005). Taguchi’s quality engineering handbook. John Wiley & Sons, Inc.